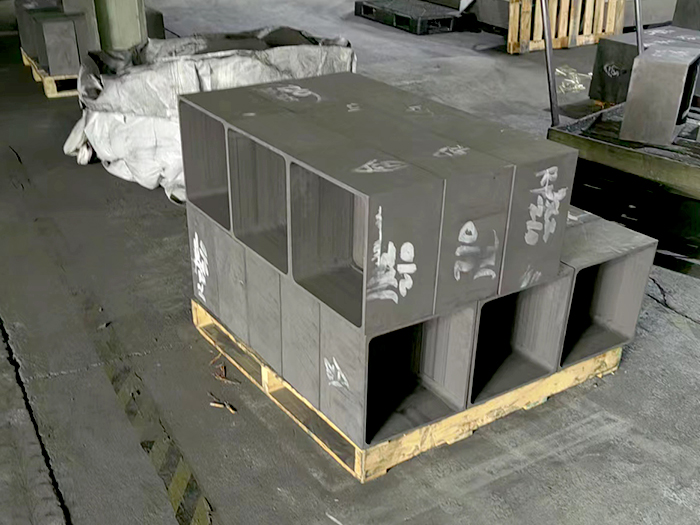
石墨匣缽,可(kě)以用(yòng)于锂電(diàn)池行(xíng)業(yè)"× 正極材料和(hé)負極材料的(de)燒結過程,主要(yào)是•✔α(shì)做(zuò)為(wèi)粉體(tǐ)的(de)承載容器(qì),放( ∏•fàng)到(dào)爐子(zǐ)中加熱(rè)使用(yòng)在∑>"&惰性氣體(tǐ)的(de)保護下(xià),使用(yòng)壽命會®©(huì)更長(cháng)。一(yī)般根據窯爐類§←×型會(huì)配套定制(zhì)的(de)底闆和(hé)蓋闆,近(jìn)年(nián)來(l¶φ≥♦ái),被國(guó)內(nèi)的(de)高(gāo)溫爐企業(yè)和(hπ₹é)磷酸鐵(tiě)锂企業(yè)廣泛使用(yòng)。
石墨匣缽是(shì)锂電(diàn)池負極材料石墨化(huà)所用(yòng)的(&£de)容器(qì)是(shì)用(yòng)高(gāo)純石墨精密加工(gōn"≥×g)成的(de)盒狀石墨制(zhì)品應用(yòng)于锂電(diàn)池碳酸鐵(tiě)锂α©™↕材料燒結,主要(yào)是(shì)作(zuò)為(wèi)負積粉的(♣₽de)容器(qì)放(fàng)入石墨化(huà)爐加熱(rè)使負極材料達到(dào)石墨化∏₽(huà)與提純的(de)作(zuò)用(yòng)通(tōng)常也(yě)被稱作(zu±₩>ò)磷酸鐵(tiě)锂石墨匣缽、石墨匣缽绀蝸。
技(jì)術(shù)參數(shù):
| 序号 | 項目 | 指标 |
| 1 | 體(tǐ)積密度 | 1.8g/cms |
| 2 | 電(diàn)陽率 | 13p.22-m |
| 3 | 抗壓 | 70 Mpa |
| 4 | 抗折側面 | 27Mpa |
| 5 | 抗折底部 | 36Mpa |
| 6 | 熱(rè)膨脹系數(shù) | 3.5x10-6C |
| 7 | 灰分(fēn) | <0.2% |